长沙吹瓶模具设计公司
吹瓶模具冷却与材质的选择:大多数吹瓶模具都有设计冷却区,颈部与底部两端都需要排出的热量多的,冷却在吹瓶模具设计中占有着十分重要的意义,钻孔式冷却管线装置在需要冷却的地方,是为了进行合适的生产控制,因此需要有有效的冷却。故模腔通常采用机器切削而成,被铜合金吹瓶模具也有高传热性和良好的耐蚀性,制作吹瓶模具的资料必须要具有高导热性能才能足够的切胚口刀刃强度,目前铝的制作大多数吹瓶模具用的高质量合金,由于金属的机器加工性能好。成本高、价格贵,是比重三倍于铝,可能在成型机械上的磨损比较严重,所以被钢合金吹瓶模具易于用焊接法或者是镶嵌法来修复。铸铝的强度和硬度满足不了切胚口刀刃的要求,所以铸铝吹瓶模具的导热性能比切削铝吹瓶模具要差一些。模腔的切胚口一般需要破铜合金或不锈钢镶嵌。吹瓶模具大多选用电火花加工。长沙吹瓶模具设计公司
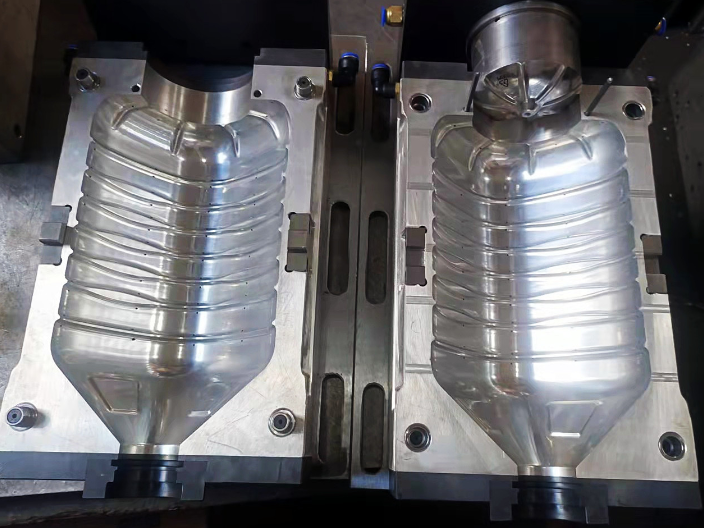
在吹塑领域中,好的吹瓶机是产品质量的较根本保证,而拥有一个好的吹瓶模具则能让产品的质量和生产效率锦上添花。不同用途的吹塑产品,需要匹配不同材质的模具进行生产,只有吹瓶机与合适的模具相互搭配,才能高效、优良地生产出吹塑产品。吹瓶模具,其模具形状几乎涵概了整个矿泉水包装市场,果汁/碳酸饮料包装市场,食品及部分药材等包装市场。模具特点:1.模具原料采用高质量的钢材。2.采用国际的3D造型软件设计塑料瓶外形。3.可提供多种塑料瓶形状建议设计。4.模具表明镀铬处理。5.合理的冷却水道设计。6.部件采用CNC设备加工。全自动吹瓶机具备的优点采用高压及双曲臂连杆锁模,锁模力强。长沙吹瓶模具设计公司吹瓶模具需要在高温环境下吹制。
哪些因素会影响到吹瓶模具的成型?一、型胚构成阶段聚合物在挤出机中的输送、熔融、混炼、泵出成型为型胚的构成阶段;在这一阶段,影响壁厚散布的主要工艺参数有:①材料的分子量散布、平均分子量;②吹塑机的温度控制系统和螺杆转速,其间温度控制系统包含料斗温度,料筒1区、2区、3区、4区温度,法兰温度,以及储料模头1区、2区、3区、4区温度。二、吹瓶模具下料阶段,型胚从模唇与模芯的空隙中挤出为下料阶段。此时,型胚离模膨胀和型胚垂伸这两种现象影响型胚成型。影响壁厚散布的主要工艺参数是吹塑机的模头直径和壁厚控制系统,其间控制系统包含轴向壁厚控制系统和周向壁厚控制系统,以调整模唇与模芯的空隙。
吹瓶模具的介绍:吹瓶模具,是注塑模具厂家都需要接触和使用到的,很多的吹瓶模具非常的厚重,吹瓶模具的主要材质是钢材,而且往往壁厚都是很厚的,这使得一副吹瓶模具的重量非常的重,当然价格也是居高不下的。另一方面,钢材等原材料减少,自然对吹瓶模具的价格有了一定的下调也会起到了很大的促进作用。此外,吹瓶模具减轻之后,使用起来也是很方便快捷的呢?吹瓶模具的减重,当然不是一件简单的事情,这需要厂家们一起推动才能进步的。吹瓶模具是生产各种工业产品的重要工艺装备。哪些方面可以提高塑料瓶吹瓶模具更优的功能?

吹瓶模具型腔的设计要求:吹瓶模具型腔直接确定制品的形状、尺寸与外观性能。用于PE吹瓶的模具型腔表面应稍微有点粗糙。否则,会造成模具型腔排气不良,夹留有气泡,使制品出现“橘皮纹”的表面缺陷。还会导致制品的冷却速率低且不均匀,使制品各处的收缩率不一样。由于PE吹瓶模具的温度较低,加上型坯吹胀压力较小,吹胀的型坯不会楔人粗糙型腔表面的波谷,而是位于或跨过波峰,这样,可保证制品有光滑的表面,并提供微小的网状通道,使模腔易于排气。要注重模具的表面保养,表面所指的是外观保养,不能让吹瓶模具的外观受到损害。福建专业食品包装的吹瓶模具工厂
吹瓶模具可达到供同时进行瓶胚制作及加热吹瓶成型动作的预期。长沙吹瓶模具设计公司
吹瓶模具怎么存放?1.在模腔/底模成型成形面涂上洁模膏,用干净的医用脱脂棉反复擦拭至镜面,并将残留的洁模膏清理干净。2.用压缩空气清理各排气孔,保证各孔畅通。3.将防锈润滑剂均匀的喷涂于模具的内外表面,形成一层保护膜。4.用锁模螺钉或专门用绑带将模腔和底模合在一起,分别放在专门用的模具储存架上进行摆放。5.模具必须存放在通风干燥的环境中,温度20~25℃,相对湿度30~50%.6.拉伸杆在摆放时应将表面喷上防锈油,再将拉伸杆采用垂直悬空方式摆放,以避免拉伸杆平放受外力受压变形。7.定期检查模具,是否出现生锈或氧化现象。长沙吹瓶模具设计公司
台州市弘凯模具有限公司致力于机械及行业设备,是一家生产型的公司。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具深受客户的喜爱。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。弘凯模具秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
上一篇: 长沙PET瓶胚模具厂商
下一篇: 长沙冲压瓶盖模具工厂