长沙高精密多工位虎钳
使用多工位虎钳时对精度的要求:1、底面平面度,底面平面度是指整个底面的平整程度,如底面平面度为0,多工位虎钳03mm/100mm,意思是在100mm内底平面的高度差在0.03mm以内。允许中间凹,不允许中间突出。2、导轨面平面度,指的是多工位虎钳安装在工作台上后,工作面的平面度,精度解释和底面平面度一样。3、垂直度,全称固定钳口面对导轨面垂直度,指的是相对于在导轨面垂直平面,固定钳口面的高度差。4、平行度,全称两钳口平行度,指的是多工位虎钳的固定钳口和活动精密工具多工位虎钳钳口在单位长度上的距离差。用于精加工的多工位虎钳数值小,粗加工的数据较大。多工位虎钳强力作用时应尽量使力朝向固定的钳身。长沙高精密多工位虎钳
多工位虎钳
多工位虎钳口的校正:用百分表校正固定钳口与铣床主轴轴线平行时,可将磁性表座吸在床身垂直导轨面上,横向移动工作台进行,校正的方法相同。用90度角尺校正固定钳口与铣床主轴轴线平行:当要求多工位虎钳固定钳口与铣床主轴轴线平行安装时,可用90度角尺校正。校正时,松开钳体紧固螺母,使固定钳口平面大致与主轴轴线平行。将90度角尺的尺座底面紧靠在床身的垂直导轨面上,调整钳体使固定钳口铁平面与90度角尺尺苗外测量精密多工位虎钳面密合,然后紧固钳体,并再次进行复检。广东小型多工位虎钳批发价多工位虎钳的2个卡爪来回同步移动,来实现对零件的中心夹紧,并且夹持精度高。
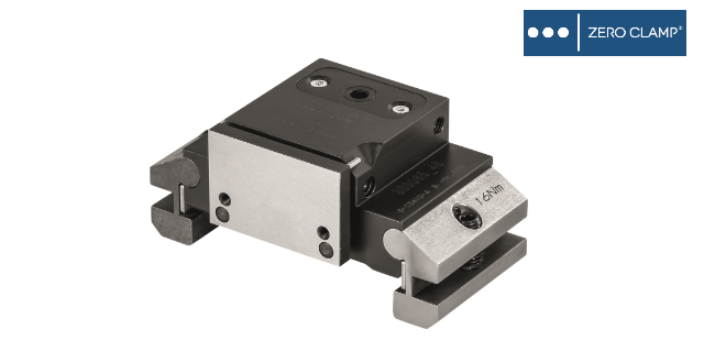
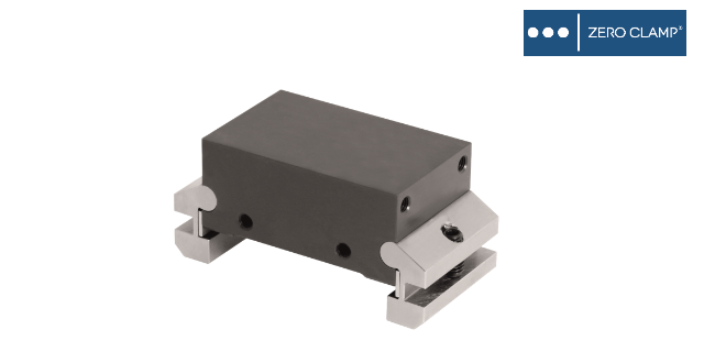
虎钳一直被视为生产中不可或缺的工具,其基本作用原理也从未改变:两个夹爪将工件固定,确保其即使在强大的外力下也不会移动。现代化的生产对虎钳有着更高的要求:数秒内全自动夹紧工件,高灵活性同时可对工件进行监控。在智能化应用中,虎钳也是实现高效工艺的关键因素。多工位虎钳明显提升现代化制造效率。模块化系统的优势:模块化设计开启了众多新应用领域:在全自动小型工件夹持、夹持系统或长工件的组合夹持中,始终保证精确复位。多工位虎钳的灵活性帮助用户减少备件库存、快速适应新环境,即使在加工程序变更后也能继续使用,然后达到节约成本的目的。该虎钳底座为矩形,尺寸紧凑,能够实现紧密排列。
多工位虎钳口的校正:用百分表校正固定钳口与铣床主轴轴线垂直或平行:加工较精密的工件时,可用百分表对固定钳口位置进行精校正。校正时,将磁性表座吸在横梁导轨面上,安装百分表,使表的测量杆与固定钳口铁平面垂直,测量触头触到钳口铁平面,测量杆压缩0.3—0.5mm,纵向移动工作台,观察百分表读数,在固定钳口全长内一致,则固定钳口与铣床主轴轴线垂直。轻轻用力紧住钳体,进行复检合格后,用力紧固钳体。用划针校正固定钳口与铣床主轴轴线垂直:加工较长的工件,固定钳口一般采用与铣床主轴轴线垂直安装,此时可用划针校正。将划针夹持在铣刀杆垫圈间,使划针针尖靠近固定钳口铁平面,纵向移动工多工位虎钳作台,观察并调整多工位虎钳位置使划针针尖与固定钳口铁平面的缝隙大小均匀,在钳口全长范围内一致,固定钳口就与铣床主轴轴线垂直,紧固钳体后,须再进行复检,以免紧固时发生位移。用划针校正的方法精度较低,常用于粗校正。Zero Clamp多工位虎钳的虎钳可首尾连接使用。
使用精密多工位虎钳要注意注意保持破碎机进给均匀,防止过载。我们必须严格防止金属和木头掉进机器。当不能破碎时,饲料的水分含量不能太高,湿法破碎时,要保持适量的水量,防止冲洗水不足造成的堵塞,降低生产能力。检查破碎产品的尺寸是否符合要求。如果有超过规定粒度的颗粒过多,应找出原因(如筛分间隙大、出料口宽度、锤头磨损等),并采取相应措施加以消除。当破碎机停止时,检查紧固螺栓是否牢固,磨损零件有多容易。对于齿式破碎机,我们还应该利用停车机会去除牙齿之间的木材。磨损部件应及时更换或修理。破碎机的安全装置应保持在良好的状态,因此不能保存安全装置。多工位虎钳主体一体成型,韧性好,稳定。高精密多工位虎钳哪家好
虎钳一直被视为生产中不可或缺的工具,其基本作用原理也从未改变。长沙高精密多工位虎钳
多工位虎钳夹装钢件要注意什么问题?多工位虎钳夹装钢件时注意的问题:为了能装夹得牢固,防止刨削时钢件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使钢件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击钢件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使钳口损坏和保持已加工表面,夹紧钢件时在钳口处垫上铜片。刚性不足的:钢件需要支实,以免夹紧力使钢件变形。钢件的被加工面必须高出钳口,否则就要用平行垫铁垫高钢件。多工位虎钳用百分表校正固定钳口与铣床主轴轴线平行时,可将磁性表座吸在床身垂直导轨面上,横向移动工作台进行,校正的方法相同。 长沙高精密多工位虎钳
上一篇: 长沙多工位虎钳生产企业
下一篇: 长沙五轴虎钳厂家直销